Svařování
MIG/MAG je, zejména mezi amatéry, považováno za
nejjednodušší metodu svařování. Zkrátka panuje názor, že se jen
mačká tlačítko a ono to nějak vaří samo a není nutné o tom nic vědět. Jenže to je bohužel
omyl. Pro kvalitní MIG/MAG svařování jsou nutné odborné znalosti. Některé z nich vám předkládáme v seriálu
Tipy pro MIG/MAG. Dnes si mimo jiné ukážeme, co všechno se dá ovlivnit pouhým způsobem držení a vedení MIG/MAG hořáku.
Následující tipy jsou převzaty z návodu k obsluze (manuálu) legendárního českého svařovacího MIG/MAG poloautomatu WLSP 315. Manuál k této svářečce dokáže téměř suplovat i učebnici svařování. Tak rozsáhlé informace obsahuje. To se dnes už moc nevidí. Dnešní návody jsou obvykle jen ledabyle nakopírované cancy o pár stanách a obsahují z poloviny bezpečnostní varování a ve druhé polovině jsou vyjmenovány důvody proč vám nebude uznána reklamace. Pochopitelně existují vyjímky. Ale to odbočujeme. Pojďme k tipům:
Vliv rychlosti svařování.
Rychlost svařování, neboli rychlost vedení hořáku, má zásadní vliv na kvalitu svaru. Příliš vysoká rychlost (obrázek vlevo) má na svědomí širokou a převýšenou housenku a malý závar. Toho je možné využít při svařování tenkých materiálů. Naproti tomu příliš nízká rychlost (vpravo) vede k úzké housence s minimáním převýšením a k vysokému závaru. Při svařování tenkých materiálů se tak mohou tvořit krápníky v kořeni. Cílem svářeče je najít a udržet optimální rychlost svařování, kde je výsledný svar ideální, viz obrázek uprostřed. Vše je zřejmé z následujícího obrázku, který si můžete rozliknout:
(kliknutím na obrázek otevřete okno s velkým obrázkem)
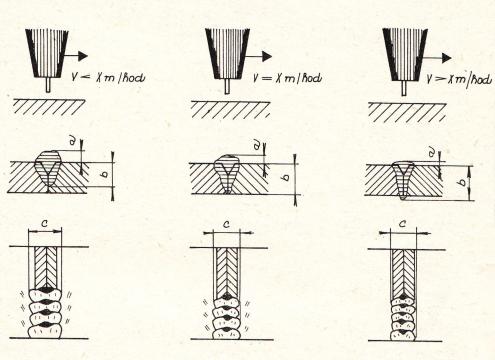
Vliv rychlosti vedení hořáku (svařovací rychlosti).
Vliv délky vyložení (výletu) drátu.
Vliv délky volného konce drátu (tzv. vyložení či výlet drátu) jsme si ukázali již v článku vyložení drátu. Následující obrázek shrnuje dopady příliš krátkého (vlevo), příliš dlouhého (vpravo) a optimálního (uprostřed) vyložení. Jak je vidět, má délka vyložení vliv na svařovací napětí, svařovací proud, šířku a převýšení housenky a hloubku závaru:
(kliknutím na obrázek otevřete okno s velkým obrázkem)
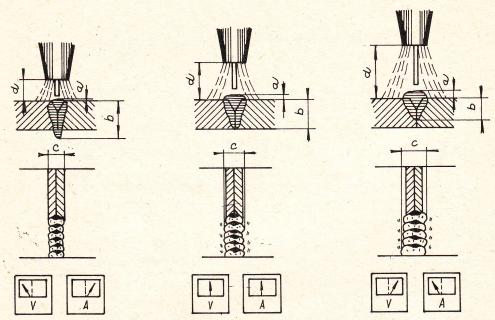
Vliv délky vyložení (výletu drátu).
K délce vyložení (výletu) drátu se váže i následující obrázek. Kromě optimální délky vyložení = 10x průměr drátu (pro čisté CO2) je zde znázorněna i optimální délka odsazení průvlaku vzhledem ke konci hubice (tzv. utopení průvlaku v hubici):
Vyložení (výlet) drátu + utopení průvlaku.
Vliv sklonu hořáku (směru svařování).
Snad každý MIG/MAG svářeč ví, že lze hořák vést dvěma směry. Lze svařovat tzv. postupem tlačným (vpřed) a postupem tažným (vzad). Postupem tlačným (vlevo) získáme užší housenku s malým převýšením a velkým závarem. Svařování vpřed je tedy vhodné pro silnější materiály. Naopak postupem tažným (vpravo) můžeme svařovat hlavně tenké materiály, neboť závar je mělčí. Lze také hořák držet zcela kolmo, a jak ukazuje prostřední obrázek, je to ideální. Jenže pak svářeč na svarovou lázeň nevidí, a proto se to hlavně používá jen v mechanizovaném a automatizovaném svařování.
(kliknutím na obrázek otevřete okno s velkým obrázkem)
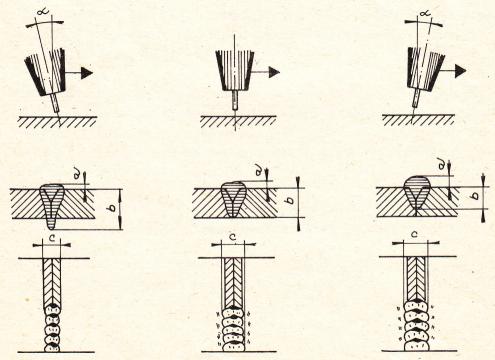
Vliv sklonu hořáku.
Vliv sklonu základního materiálu.
Obdobných výsledků jako při různém sklonu hořáku lze dosáhnout i sklonem základního materiálu. Jen to funguje obráceně. Následující obrázek snad nepotřebuje žádný komentář.
(kliknutím na obrázek otevřete okno s velkým obrázkem)
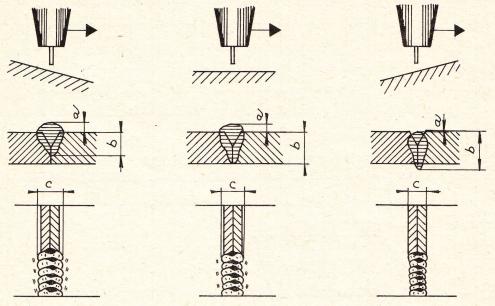
Vliv sklonu základního materiálu.
Vliv průměru svařovacího drátu.
Následující obrázek opět ponecháme bez komentáře, neboť jeho význam je zřejmý:
(kliknutím na obrázek otevřete okno s velkým obrázkem)
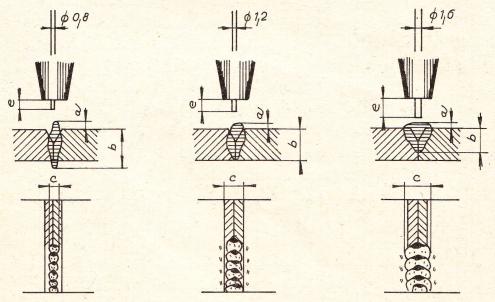
Vliv průměru svařovacího drátu.
Kam dál?
Mnoho dalších tipů pro MIG/MAG svařování si můžete, mimo jiné, nastudovat ve výborném dokumentu firmy Lincoln Electric, který naleznete v sekci Ke stažení pod názvem lincoln_mig_welding_guide.pdf. Dokument je v angličtině.


 Tipy pro MIG/MAG - vedení hořáku.
Tipy pro MIG/MAG - vedení hořáku..)
.)






