Oceli s obchodními názvy
HARDOX a
WELDOX jsou na trhu již několik let. Pro mnohé se jejich používání stalo rutinou, jiní v nich zase vidí cosi zvláštního, nedostupného nebo luxusního. Pojďme si o těchto materiálech povědět více. Uvidíte, že se nejedná o nic magického. Kromě základních vlastností si posvítíme zejména na svařitelnost těchto materiálů.
HARDOX a WELDOX jsou obchodní názvy a ochranné známky švédské firmy SSAB Oxelösund AB,
která má dlouholeté zkušenosti a špičkovou technologii pro výrobu oceli. Firma SSAB materiály HARDOX a WELDOX vyrábí a dodává.
Oba materiály jsou dodávány jako plechy. HARDOX je plech odolný otěru, WELDOX je vysocepevný plech s výbornou svařitelností.
Podobné chemické složení a podobný způsob tepelného zpracování dělají z těchto materiálů jakési sourozence.
V obou případech se většinou jedná o kalené ocelové plechy s nízkým obsahem uhlíku a legujících prvků tak,
aby při vysokých hodnotách pevnosti (respektive tvrdosti) byla zajištěna jejich technologičnost, zejména svařitelnost.
Hlavní rozdíl při výrobě těchto dvou skupin ocelí je v závěrečné fázi tepelného zpracování - popouštění.
Zatímco se otěruvzdorné oceli HARDOX po kalení nepopouštějí, nebo se popouštějí jen na nízké teploty (cca 200°C),
vysokopevné konstrukční oceli WELDOX se popouštějí na vysoké teploty (cca 600°C).
Vyšší popouštěcí teplotou vznikne ve vysokopevných konstrukčních ocelích jiná rovnováha mezi pevností a houževnatostí - úroveň houževnatosti je povýšena na úkor pevnosti (tvrdosti).
HARDOX
Univerzální otěruvzdorný plech s ideální kombinací mechanických vlastností, které splňují ty nejnáročnější kritéria pro výrobu a použití v extrémních i běžných podmínkách.
Díky kombinaci vysoké tvrdosti, pevnosti a dobré houževnatosti představuje plech HARDOX optimální řešení pro situace, kdy příčinou problémů a opotřebení bývá otěr.
Vysoká odolnost proti opotřebení otěrem zvyšuje životnost součástí jako např. koreb výklopných vozů, korečků rýpadel, drtičů a podobných zařízení.
Tvrdost desky se dosazuje účinným kalením ve vodě na kalicí lince.
Díky tomu má plech vysokou tvrdost i přes to, že v oceli je málo legovacích prvků.
Výsledkem je plech, který se snadno zpracovává, ohýbá a svařuje. Svařování HARDOXu se budeme podrobněji věnovat v posledním odstavci.
Plechy HARDOX se dodávají v několika typech lišících se úrovní dosažené tvrdosti. V současné době jsou k dispozici následující materiály:
HARDOX 400, HARDOX 450, HARDOX 500, HARDOX 550, HARDOX 600 a HARDOX HiTuf. Číslo v označení materiálu odpovídá dosažené tvrdosti podle Brinella (HB).
Vyjímkou je označení HiTuf, které (jak název napovídá) označuje materiál pro nejnáročnější aplikace.
Můžete si tak vždy zvolit materiál o tvdosti, která vyhovuje vašim potřebám.
Příklady vlastností materiálů HARDOX
HARDOX 400 (370-430 HB, Rp0,2 = 1000 MPa) je univerzální plech odolný proti opotřebení. Díky jeho vysoké pevnosti, dobré ohýbatelnosti a svařitelnosti může být tento plech použit v některých aplikacích pod velkým zatížením.
HARDOX 400 je nejrozšířenější v řadě otěruvzdorných plechů HARDOX.
Vzhledem k vysoké úrovni houževnatosti a bezproblémové svařitelnosti se často používá jako otěruvzdorný a konstrukční plech současně.
HARDOX 600 (560-640 HB, Rp0,2 = 1650 MPa) je plech s vysokou odolností proti opotřebení.
HARDOX HiTuf je určen pro použití v silných konstrukcích s vysokými požadavky na odolnost proti prasknutí. Typickým použitím jsou silné demoliční střihače a břity.
Použití HARDOXu
Mezi typické aplikace materiálů HARDOX patří zejména korby nákladních automobilů pro převážení sypkých hmot (kamení, štěrku, sutě, zeminy, písku, apod.).
Dále najdeme HARDOX na lžících bagrů a nakladačů, pracovních částí různých drtičů, pluhů, zemních a zemědělských strojů obecně.
V neposlední řadě nachází HARDOX uplatnění při výrobě přepravních kontejnerů nebo různých vodících lišt.
Z důvodu ceny se HARDOX používá jen na tzv. pracovních částech, tedy exponovaných místech s hrozícím největším opotřebením.
Zbytek konstrukce je obvykle z "normální oceli".
Příklady aplikací materiálu HARDOX.
WELDOX
Univerzální konstrukční vysokopevné plechy s mezemi kluzu od 355 (WELDOX 355) do 1300 (WELDOX 1300) MPa.
Jejich podstata je v dosažení daného pevnostního stupně při zachování co nejlepší svařitelnosti.
Výsledkem je např. ocel WELDOX 700, s mezí kluzu 700 MPa, která v tloušťce 20 mm má stejnou svařitelnost jako ocel 11 523.
Zásadní rozdíl v mechanických vlastnostech mezi "klasickou" konstrukční ocelí (11 523) a vysokopevnými ocelemi WELDOX je zejména v mezi kluzu a mezi pevnosti.
Ostatní zaručované mechanické vlastnosti (tažnost a vrubová houževnatost) zůstavají na přibližně stejné úrovni.
Hlavním důvodem pro použití vysokopevných ocelí WELDOX je jejich svařitelnost.
Vysokopevné oceli WELDOX s mezí kluzu 355 až 500 MPa a menší tloušťky oceli WELDOX 700 (do 20 mm) mají nižší hodnotu uhlíkového ekvivalentu než ocel 11 523.
V některých připadech, kdy je z důvodu tloušťky plechu již nutné ocel typu 11 523 předehřívat, můžou být ekvivalentní tloušťky ocelí WELDOX 355 až WELDOX 700 svařovány bez předehřevu.
A to je jistě pro mnoho výrobců ocelových konstrukcí velmi lákavé. Stejně jako otěruvzdorný HARDOX, je i vysocepevný WELDOX dodáván v několika typech.
V současné době se tak můžeme setkat například s WELDOX 355, WELDOX 420, WELDOX 460 a dále WELDOX 500, 700, 900, 960, 1030, 1100 a 1300.
Uvedená čísla v označení materiálu vždy znamenají zaručovanou hodnotu meze kluzu v MPa.
Použití WELDOXu
Použití a aplikace WELDOXu je jako u jiných ocelových materiálů vyšších pevností. Jedná se tedy zejména o mostní konstrukce, jeřáby,
podvalníky, části podvozků nákladních automobilů, hydraulické ruky, důlní výztuže, některé součásti zdvihacích zařízení a konstrukcí ropných plošin a další.
WELDOXem 355 můžeme přímo nahradit ocel 11 523 (S355).
Svařování WELDOXu a HARDOXu.
Otěruvzdorné plechy HARDOX a vysokopevné konstrukční plechy WELDOX firmy SSAB Oxelösund obsahují málo legovacích prvků.
Tedy i jejich uhlíkový ekvivalent (Ce) je malý. Proto lze tyto plechy pomocí standardního obloukového svařování snadno svařovat ke všem obvyklým konstrukčním plechům.
Při svařování plechů HARDOX je cílem:
- udržet tvrdost tepelně ovlivněné zóny (TOZ)
- dosáhnout vyhovující houževnatosti této oblasti
Při svařování plechů WELDOX je cílem:
- zajistit odpovídající pevnost svaru
- dosáhnout vyhovující houževnatost svaru
Vždy při svařování konstrukčních ocelových plechů odolných vůči opotřebení, je důležité minimalizovat riziko vzniku trhlin ve studeném stavu (používají se termíny vodíkové trhliny).
Hlavní příčinou vzniku těchto trhlin je výskyt vodíku a zároveň výskyt pnutí ve svaru.
Nebezpečí vzniku trhlin lze minimalizovat náledovně:
- předehřátím výchozího materiálu před svařováním
- dokonalým vyčištěním a vysušením styčných spár
- minimalizací pnutí ze smrštění
Toto lze docílit přesným umístěním výrobků, vhodně naplánovaným postupem svařování a volbou přídavného materiálu s nízkým obsahem vodíku.
Dělení materiálů WELDOX a HARDOX
Vlastnímu svařování obvykle předchází dělení (řezání) materiálů. Plechy WELDOX a HARDOX lze dělit libovolným známým způsobem.
U tepelného dělení je však nutné vzít v úvahu tepelný příkon při dělení a respektovat tak vliv tepelně ovlivněné zóny a nebezpečí vzniku trhlin.
Lze použít jak řezání plamenem, plasmou, laserem i vodním paprskem.
Předehřev
Při stehování a při svařování kořenových svarů je mimořádně důležitý předehřev.
Čím je teplota během svařování a po svařování vyšší, tím snáz unikne vodík z oceli.
Nutnost provést předehřev se zvyšuje s tloušťkou materiálu (viz náledující tabulka) tak, aby se kompenzovalo rychlejší ochlazování tlustšího plechu, a také proto, že tlustší plech má vyšší hodnotu Ce než tenký plech.
Pokud je okolní vlhkost vysoká, nebo pokud je teplota okolí nižší než +5°C, měla by se hodnota z tabulky zvýšit o 25°C. Obdobně by se měla zvýšit teplota, pokud svařovaný výrobek je pevně vetknutý.
Pokud se svařují různé typy oceli, nebo pokud se ke svařování používají elektrody s vyšším uhlíkovým ekvivalentem Ce než je ekvivalent základního materiálu, potřebný předehřev se stanoví podle oceli (nebo elektrody) s vyšším uhlíkovým ekvivalentem.
Doporučené
teploty
pro předehřev
pro různě
kombinované
(sumární)
tloušťky
plechu
[mm]
|
Doporučené
interpass
teploty
|
|
t1+t2+t3=
|
30
|
40
|
50
|
60
|
70
|
80
|
90
|
100
|
110
|
120
|
130
|
[°C]
|
|
S355
(SS2132)
|
|
|
|
|
|
|
|
75°C
|
225 - 250
|
|
WELDOX 355
|
|
|
|
|
|
|
|
|
|
|
|
225 - 250
|
|
WELDOX
420/460
|
|
|
|
|
|
|
|
|
75°C
|
225 - 250
|
|
WELDOX 500
|
|
|
|
|
|
|
|
|
75°C
|
200 - 225
|
|
WELDOX 700
|
|
|
75°C
|
100°C
|
150°C
|
200 - 225
|
|
WELDOX 900*
|
75
|
100°C
|
150°C
|
150 - 175
|
|
WELDOX 960*
|
75
|
100°C
|
150°C
|
150 - 175
|
|
WELDOX
1100*
|
100
|
125°C
|
150°C
|
175°C
|
150 - 175
|
|
HARDOX 400
|
|
|
75°C
|
100°C
|
175°C
|
150 - 175
|
|
HARDOX 500
|
100
|
125
|
150°C
|
175°C
|
150 - 175
|
|
*) Teplota
předehřevu
je dána přídavným
materiálem,
pokud uhlíkový
ekvivalent
tohoto
materiálu
je vyšší
než uhlíkový
ekvivalent
plechu
|
Tabulka předehřevů pro svařování ocelí HARDOX a WELDOX.
Žíhání na snížení vnitřních pnutí
Žíhání ke snížení pnutí se provádí za účelem snížení zbytkového pnutí po ukončení svařování.
WELDOX lze za účelem snížení pnutí žíhat pouze v případě, že tento postup vyžadují konstrukční předpisy.
HARDOX a WELDOX 1100 se za účelem snížení pnutí nesmí žíhat!
Volba přídavného materiálu
Při svařování materiálu HARDOX a WELDOX lze použít veškeré obvyklé metody obloukového svařování, které jsou určeny pro svařování běžných plechů a plechů s vysokou pevností.
Volba přídavného materiálu vychází z požadavků, které jsou pro jednotlivé případy kladeny na mechanické vlastnosti svaru.
Pro svařování materálu HARDOX a WELDOX by se měly používat bazické elektrody.
Zvolte přídavný materiál s obsahem vodíku menším než 5ml/100g svarového kovu.
Při volbě meze kluzu přídavného materálu jsou k dispozici tyto možnosti:
- svarový kov s nižší mezí kluzu*, než je mez kluzu základního materiálu
- svarový kov se stejnou mezí kluzu*
- svarový kov s vyšší mezí kluzu*, než je mez kluzu základního materálu
*) Vztahuje se ke jmenovité minimální hodnotě meze kluzu v tahu.
Při svařování ocelí v rozsahu WELDOX 700 až WELDOX 1300 doporučujeme kombinovat elektrody s odlišnou pevností, například měkké elektrody pro kořenový svar a elektrody s vyšší pevností pro zbývající část svaru.
Hlavní výhody v případě, že zvolíme přídavný materiál s nízkou pevností (mez kluzu pod 500 MPa) oproti přídavnému materiálu s vysokou pevností, jsou:
- vyšší houževnatost svarového kovu
- lepší tažnost svaru
- snížená náchylnost na vznik trhlin
U koutových svarů doporučujeme vždy použít přídavný materál s nižší mezí kluzu.
Následující tabulka ukazuje možnou volbu svařovacích materiálů pro vybrané materiály WELDOX a HARDOX pro svařování metodami
MMA, MAG, FCAW a SMAW. Tabulka je převzata od firmy ESAB, a proto obsahuje přídavné materiály této firmy.
(kliknutím na obrázek otevřete okno s velkým obrázkem)
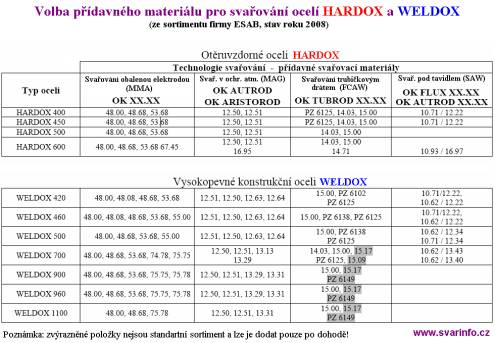
Možnosti svařování ocelí HARDOX a WELDOX.
Kam pro další informace?
Tento článek byl zpracován podle podkladů firem SSAB Oxelösund AB a ESAB. Více informací naleznete na stránkách těchto firem, případně na stránkách www.weldox.com a www.hardox.com, věnovaných speciálně těmto materiálům. Zde také naleznete řadu tištěných materiálů ke stažení.


 Oceli HARDOX, WELDOX a jejich svařování.
Oceli HARDOX, WELDOX a jejich svařování.





