Opět se souhlasem
Českého svářečského ústavu, s.r.o. přebíráme velice pěkný článek. Tentokrát o svařování obalenou elektrodou.
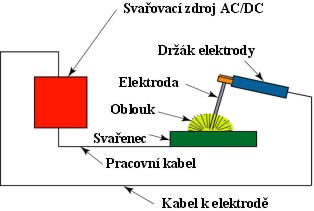
Parametry svařování obalenou elektrodou.
Správnost technologie svařování závisí na dodržování mnoha činitelů a
podmínek. V souhrnu je nazýváme:
- technickým vybavením
- technologickým postupem
- úrovní technické dokumentace
- požadavky na provedení svaru
- kvalifikací a zkušenostmi svářeče
- dokonalou výstupní kontrolou
Volba průměru elektrody
je určena technologickým postupem a
údaji na výkrese. Průměr elektrody se volí dle tloušťky základního
materiálu, tvaru a rozměru svaru, polohy svařování. Do kořene se volí
elektroda průměru 2 nebo 2,5 mm. Ve výjimečných případech lze použít i
3,2 mm
Volba obalu elektrody
je určena technologickým
postupem, který vychází z polohy svařování, požadovaných záruk svarového
kovu, z možností dokonalého svařování a z požadavku kvality provedení
kořene a krycí vrstvy.
Délka oblouku
závisí na druhu obalu elektrody a poloze
svařování. Optimální délka oblouku je přibližně 1,5 násobek průměru
elektrody. Délka má být vhodná, stálá a optimální.
krátký obloukje v délce
rovnající se průměru elektrody a menší. Je menší rozstřik, propal prvků a
tepelné ztráty. Dosahuje se větší hloubky závaru a pravidelný povrch
svaru.
dlouhý obloukje v délce
větší než 1,5 násobek průměru elektrody. Je větší rozstřik a propal prvků,
hloubka závaru je menší a housenka je širší, plochá a nepravidelná.
Svařovací proud
udává výrobce
elektrod u jednotlivých průměrů a druhů obalů elektrod. Rozsah svařovacího proudu má dolní a horní hranici (minimální – maximální
proud). Svařovací proud
I2 je výstupní proud zdroje, který prochází
svařovacím obvodem.
Optimální svařovací proud je podmíněn:
- druhem obalu
- polohou svařování
- citlivostí regulátoru proudu
- zkušeností svářeče
Malý proudzmenšuje
hloubku závaru, oblouk hoří neklidně, housenka je vysoká, často jen nalepená (studené spoje).
Velký proudzpůsobuje
značné přehřívání elektrody, dochází k vypalování prvků, klesají mechanické hodnoty svarového kovu, tvoří se vruby, housenka je nízká,
kresba je šípovitá, vznikají plynové dutiny a větší deformace
svaru.
Rychlost svařování
je dána délkou
svarové housenky za jednotku času (metry za minutu). Volba rychlosti svařování závisí na požadavku kvality svarového spoje, zručnosti svářeče, druhu a průměru elektrody a poloze svařování.
Malá rychlostvytvoří
housenku převýšenou, přehřívání základního materiálu, velké pnutí, velké
deformace, možnost předbíhání strusky a tím vznik struskových
vměsků.
Velká rychlostzpůsobí
housenku úzkou, natavení základního materiálu je malé, mohou vznikat
studené spoje, tavná lázeň rychle tuhne a mohou vznikat plynové
dutiny.
Technika pohybu elektrody zahrnuje
a) zapalování oblouku
b) sklon elektrody
c) příčný pohyb elektrody
d) zhasínání oblouku
a) Zapalování elektrického oblouku:
Spolehlivost startu elektrického oblouku
je operativní vlastnost elektrod a přímo souvisí se svařovacími
vlastnostmi zdrojů. Start je podmíněn čistotou konce elektrody a
základního materiálu v místě dotyku. Provádí se:
dotekem nebo
škrtáním. Dotyk musí být krátký a rychlý. Zásadně startujeme v
místech, kde stopy po zkratu překryje svar.
b) Sklon elektrody:
závisí na poloze svařování a druhu obalu elektrody.
Sklon je asi 20° - 30° od kolmice s požadavkem, aby struska nepředběhla
svarový kov.
Větší odklon prodlužuje kráter, větší rozstřik a nepravidelnost.
Menší odklon může způsobit předbíhání strusky a ovlivňuje hloubku
závaru.
c) Příčný pohyb
elektrody:
Pohyb elektrody ve směru osy svaru lze rozdělit:
Pohyb přímočarý bez kývání do stran. Zvyšuje rychlost svařování,
snižuje tepelný příkon, zmenšuje průřez housenky. Vzniká nebezpečí
studených spojů a menší hloubky závaru.
Pohyb s příčným kýváním zaručuje dokonalé natavení svarových ploch,
vyplňuje stykovou mezeru v celém průřezu. Příčný pohyb vyžaduje kratší
zastavení na svarové ploše poněkud rychlejší pohyb mezi krajními body.
Šířka takto prováděné housenky je až několikanásobně větší než průměr
elektrody.
d) Zhasínání oblouku:
- odtržením v ose elektrody
- pozvolným výběhem zpět nebo do stran
- snižováním proudu na nulu s upraveným regulátorem proudu
Pravidla
lícování při svařování elektrickým obloukem
- Přesazení hran ze strany krací housenky se připouští do 10 %
tloušťky stěny, max. 4 mm.
- Přesazení hran v kořeni nesmí být větší než 70 % výšky
otupení.
- Příprava svarových ploch stěn nestejné tloušťky pro staticky
namáhané spoje se dělá stejně jak pro stěny stejné tloušťky,
jestliže rozdíl tlouštěk t – t1 nepřesahuje veličinu uvedenou v
tabulce.
Tloušťka tenčí
stěny
[mm] |
Dovolený rozdíl tloušťky
t1- t |
|
do 3 |
ne víc než 0,7 t |
|
3 - 8 |
ne víc než 0,5 t |
|
8 – 11 |
ne víc než 0,3 t |
|
11 – 25 |
ne víc než 5 mm |
|
nad 25 |
ne víc než mm |
|
|
pro tlakové nádoby
ne víc než 5 mm |
- Jestliže rozdíl svařovaných stěn převyšuje uvedenou
veličinu, udělá se na stěně větší tloušťky úkos v délce
L = 5 x (t1 – t). U oboustranně převýšených hran se provede úkos v délce
L = 2,5 x (t1 – t)
Publikováno se souhlasem Českého svářečského ústavu s.r.o.


 Svařování metodou 111 - obalenou elektrodou.
Svařování metodou 111 - obalenou elektrodou.

