Svařování metodou 311 - plamenem.
Autor: administrator <admin(at)svarbazar.cz>, Téma: Svařování plamenem, řezání kyslíkem, Vydáno dne: 09. 01. 2007Se souhlasem Českého svářečského ústavu s.r.o. přebíráme velice pěkný článek s praktickými informacemi o svařování plamenem.
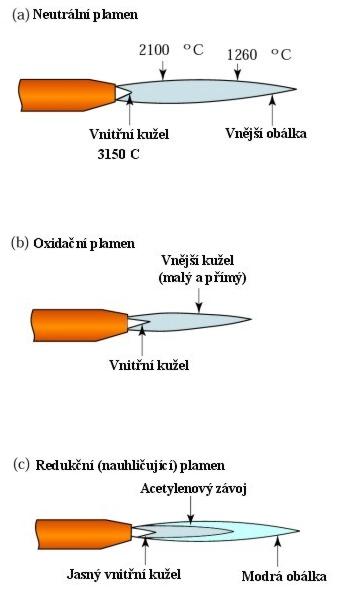
Redukční plamen (nauhličující) s přebytkem acetylénu, svařovací kužel je zakrytý bílým závojem, délka závoje závisí na přebytku acetylenu. Plamen nauhličuje svarový kov. Svar je křehký, tvrdý a pórovitý. Tímto plamenem je možno svařovat hořčíkové slitiny, navařovat tvrdé kovy, cementovat.
Oxidační plamen (s přebytkem kyslíku) -svařovací kužel je kratší a podle přebytku kyslíku se zbarvuje do modrofialova. Většinou se tento plamen používá při svařování mosazi a některých bronzů.
Podle výstupní rychlosti
Měkký - výstupní rychlost 70-100 m/s, nestabilní, náchylný ke zpětnému šlehnutí, používá se minimálně.
Střední - výstupní rychlost 100-120 m/s, stabilní, přiměřený dynamický účinek, zaručuje dobrou jakost svaru a dostatečný výkon.
Ostrý - výstupní rychlost větší než 120 m/s, má velký dynamický účinek na svarovou lázeň a zvětšuje tepelné ovlivnění. Vyšší výkon při svařování na úkor jakosti svaru.
Svařování vzad - svařovací drát postupuje za hořákem, plamen je směrován na tavnou lázeň i na chladnoucí svar. Dochází tím k ochraně tavné lázně i tuhnoucího svaru před nepříznivými účinky okolní atmosféry. Svařováním vzad dosáhneme kvalitnější svary, zaručené provaření kořene, menší pnutí a deformace. Tento způsob je předepsaný pro namáhané svary nejrůznějších konstrukcí.
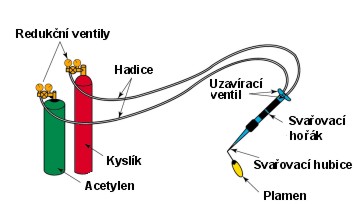
Svařování kyslíkoacetylenovým plamenem
Zdrojem tepla je plamen vzniklý hořením směsi acetylenu (C2H2) a kyslíku (O2). Rovněž můžeme používat směsi jiných plynů jako např: kyslík + vodík, kyslík + propan aj.
Druhy kyslíko-acetylenového plamene
Podle poměru míšení plynů
Neutrální plamen má poměr míšení plynů O2:C2H2 1-1,2 : 1 svařovací kužel je ostře ohraničený, používá se pro běžné svařování v největší míře.Redukční plamen (nauhličující) s přebytkem acetylénu, svařovací kužel je zakrytý bílým závojem, délka závoje závisí na přebytku acetylenu. Plamen nauhličuje svarový kov. Svar je křehký, tvrdý a pórovitý. Tímto plamenem je možno svařovat hořčíkové slitiny, navařovat tvrdé kovy, cementovat.
Oxidační plamen (s přebytkem kyslíku) -svařovací kužel je kratší a podle přebytku kyslíku se zbarvuje do modrofialova. Většinou se tento plamen používá při svařování mosazi a některých bronzů.
Podle výstupní rychlosti
Měkký - výstupní rychlost 70-100 m/s, nestabilní, náchylný ke zpětnému šlehnutí, používá se minimálně.
Střední - výstupní rychlost 100-120 m/s, stabilní, přiměřený dynamický účinek, zaručuje dobrou jakost svaru a dostatečný výkon.
Ostrý - výstupní rychlost větší než 120 m/s, má velký dynamický účinek na svarovou lázeň a zvětšuje tepelné ovlivnění. Vyšší výkon při svařování na úkor jakosti svaru.
Postupy svařování při svařování plamenem
Svařování vpřed - svařovací drát je veden před hořákem ve směru svařování. Je méně náročný způsob svařování, než vzad. Tímto postupem je větší nebezpečí nedokonalého provaření kořene svaru vlivem předbíhání svarové lázně. Použití tohoto postupu je vhodné pro tenké plechy do tloušťky 4 mm.Svařování vzad - svařovací drát postupuje za hořákem, plamen je směrován na tavnou lázeň i na chladnoucí svar. Dochází tím k ochraně tavné lázně i tuhnoucího svaru před nepříznivými účinky okolní atmosféry. Svařováním vzad dosáhneme kvalitnější svary, zaručené provaření kořene, menší pnutí a deformace. Tento způsob je předepsaný pro namáhané svary nejrůznějších konstrukcí.
Převzato a publikováno se souhlasem Českého svářečského ústavu s.r.o.